Lean Manufacturing Philosophy
Lean Tools
The five ‘S’
Shigeo Shingo is one of the least famous Japanese quality gurus in America and Europe. Nevertheless his impact in the Japanese industry and recently in some industries in United States has been very important. Stated by some economy experts “he is among the quality gurus with more impact on people standard of living”, due to his contributions to manufacturing modern techniques helping companies to decrease their costs in a 60 and up to 80 per cent. Some of his contributions embrace tools such as SMED, Poka-Yoke and the 5 S, which are essential regarding functioning of any manufacturing process.
Which are the 5S?
If your workplace is not neatly cleaned and organized, eliminating waste cannot be achieved. It is possible to organize your workstation turning to the Japanese technique of the 5S:
- Seiri: selection or classification – To differentiate what is necessary and what it is not.
- Seiton: order and organization – A proper place for everything and everything in its proper place.
- Seiso: cleanliness – To establish methods to keep the workplace clean.
- Seiketsu: personal well-being – To keep physical and mental well-being of each employee.
- Shitsuke: discipline – To establish norms to keep order.
Interpretation of the 5 S can vary depending on the company; there are some companies that handle the term 5 S+1, 5 S+2, etc. Nevertheless, the term 5 S has been strongly accepted around the world as the standard any office should follow.
Visual Control
It is the way through which anybody could know, in 5 minutes or less, the situation of the workplace and what goes on, even without talking to anybody, without consulting with a computer or a log.
We all need information to perform our job more effectively. However, sometimes the information remains hidden or held back by a group. In the manufacturing floor and in the office, the administration mistakenly assumes personnel ignorance, divides the job in simple and repetitive tasks and people efforts are controlled with authoritarianism and confrontation. Information is held by bosses, and workers remain in shadows.
There are some basic data that could help us to determine our activities and direct them to comply with objectives, for example, standardized time to carry on with operations, spaces used or wasted in the area, levels of inventory in process or unnecessary inventory, outcomes in terms of productivity, scrap, rework, accidents, improvements, variations in pieces over the measuring, etc. Data is used to keep administration informed of advances to encourage improvement activities and to educate the factory community.
Tipos de Ayudas Visuales
Visual aids signs types could be:
- Position indicators and signs.
- Verification sheets.
- Worksheets and graphics.
- Sign tables.
- News boards and products displays.
- Warnings, alarms, other.
Standardized work
Standardized work has it basis in standardization. Promoting means for manufacturing operations to be always performed in the same way. Creating standard, consistent and predictable processes is a factor that will favor control and subsequent improvement of the processes.
The first attempt to standardize manufacturing operations comes from the use of working instructions. As time passed by new elements have been incorporated this makes possible and advantageous standardization. These elements are:
- Takt Time (TT)
- Standard operations sequence
- Inventory in process (WIP)
Operation analysis formats have also been included which will facilitate operations stability and consistency:
- Times measurement worksheet
- Process capacity spreadsheet
- Operation combined Chart
Hoshin Kanri
Hoshin Kanri is a management system that allows to establish, to spread out and to control high management objectives and the corresponding means to ensure its success in all levels of the organization, based on the PDCA (Plan-Do-Check-Act) cycle.
Ho (Method) Shin (Arrows that indicates direction) Kanri (Planning):
HOSHIN KANRI: A methodology to establish strategic direction = Management Compass. Hoshin Kanri is then, a management methodology to spread out and implement strategies: Aligning the organization with external environmental changes. It translates challenges into a group of strategic gaps that should be closed. It mobilizes the whole organization to close those gaps.
Hoshin Kanri was created with the purpose of communicating, to everybody in the organization, company policies. It is a series of systems, formats and norms that motivates employees to analyze situations, to create improvement plans, to apply efficiency controls, and to take necessary measures, resulting in an advantageous final outcome, for all the employees to focus their efforts towards the key aspects of reaching success. And according to a number of companies, winners of the Deming Award, Hoshin is one of the key clues in their success.
Heijunka
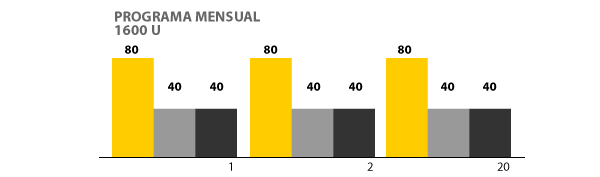
Also known as Leveling or an even work load, is used to normalize variations in production programs caused by peaks in demand.
In context of traditional manufacturing, the focus is to minimize changes in tools because it is necessary to produce a great amount of a single model product which causes waiting time for a product required by a client, before it can be produced. In the following outline the way it functions can be shown.

TPS uses a monthly fixed production program for the assembling line and mixed model procedure to determine daily combination to be produced. This way, small sets of different products are produced each day using a mixed sequence of models for a fixed period of time.
Advantages of using Heijunka:
- Smoother and more regular production.
- Foreseeable manufacturing programs.
- Stress reduction on the supply chain.
- Reduction of additional working hours.
- Better management of human resources.
- Manufacturing in an established period of time.
Disadvantages of Heijunka:
- Production does not work strictly as manufacturing by order.
- Higher inventory than in a manufacturing by order system.
Continuous Flow
Processes should be established where flow is continuous, but “what flow?” Following three types of flow will be shown:
Information
- Does everybody know the production goal?
- How fast can problems and deviations be identified?
- What happens if there are problems and deviations?
Materials
- Do pieces move from one process that adds value to another process that also adds value?
Operations
- Is the operator job consistent in each cycle?
- Can an operator efficiently perform one step that adds value to the next one?
To achieve continuous flow or one piece flow is the final goal of production Lean.
To achieve continuous flow in operations is typically a task that implies various activities because it has an impact on critical indicator of the operations. Continuous flow implies:
- To tie manual and machinery operations
- Shorter waiting time
- Producing one piece at a time in each station
- A minimum amount of material, area and operators
- Consistent productivity
- Deviations are immediately identified
- Easy and simple automatization
Continuous flow has very important characteristics to be considered, even though our goal is not to implement manufacturing cells, we should remember that in all processes it is feasible its implementation:
- Each operator produces one piece at a time in each station
- With minimum amount of material, area and operators
- Multi-processes
- Number of operator correspond with clients requirements
- Deviations are immediately identified
- Short waiting time
Reaching a real continuous flow could take from companies difficult working times in their manufacturing operations. Nevertheless, benefits are profitable:
- Improves quality
- Reduces Costs
- Less waiting time
- Increases clients satisfaction
- Optimizes Value Chain
Takt Time
Takt Time: It is the client’s pace to purchase the product. Its characteristics are:
- It is stated in seconds per piece that should be maintained by the Factory to comply with client´s requirement.
- It fluctuates with requirement, if it increases then Takt time decreases and vice versa.
- It guides decisions and arrangement in the work cells.
- It is the client´s work pace.
- All work stations, machinery in the cells and areas should produce according Takt Time to prevent overproduction.
The formula to calculate Takt Time is:

Period of time should be equal.
SMED
SMED is an acronym for the expression change of toolkits in less than 10 minutes. SMED is a theory and a set of techniques that make possible to perform changes of tools operations and machinery preparation in less than ten minutes. SMED was originally developed to improve preparation and assembly for presses production and machine tools, but its principles are applied to machinery preparation in all kinds of processes.
It is important to point out that it might not be possible to reach the range in less than ten minutes for all kinds of machinery preparation, but SMED dramatically reduces change and preparation times in most cases. Reducing times of this operations considerable benefits your company and yourself.
Why is SMED important for the companies?
As illustrated in figure A, SMED approach, to improve toolkits changes, is instituted in three phases. These phases would be examined in detail in the following themes. They are briefly described below.
Phase 1: Partition of internal and external preparation
The most important step of SMED institution is to distinguish between internal and external preparation operations. With emphasis on preparation and transportation operations, that could be performed while the machine is working, the required time for the internal preparation, with the machine stopped, could be reduced from 30 to 50 per 100.
Phase 2: Change of internal to external preparation
Additional reduction of preparation time to set closer to the time range lower than 10 minutes, involves two important activities: 1) re-examining operations to find out if some of them are mistakenly assumed as of internal preparation, and 2) finding ways to change those steps in external preparation. Frequently, operations can be changed into external analyzing their real function.

Phase 3: Improvement of all the aspects of preparation operations
To additionally reduce preparation time, the basic elements of each toolkit change operation are analyzed in detail. Specific principles are applied to shorten the required times, especially in the case of internal preparation operations, with the machine stopped.
Pull Systems
KAN BAN
Kan Ban is a Japanese word, one of its meanings is "card".
Kan-Ban purpose is to establish an efficient communication system when supplying materials to the manufacturing processes through visual type control means, the most common one is the card.
There are different types of cards:
- Cards that authorize material withdrawal or loading and
- Production authorization cards.
The traditional Kan-Ban System employed by Toyota uses the 2 cards system. Even though the 1 card attached to the container is popular.
How does the Kan-Ban work?
The system initiates with a leveled production program for the final assembly line or cells, from there information is generated through the cards to the different areas that will supply the parts and components needed to comply with the production program. When all the areas are connected to the system it will be the moment to start working to include the suppliers. The next outline shows an example of this system.
MARKETS
Kan-Ban is a development that Japanese applied initially in Toyota and comes from adapting, after their trips to the United States, what they had observed in the way markets work. With variables in the performance Jalar systems were developed where the concept of the market is used.
What is it? It is a temporary warehouse located in an area very close to the operations, in order to reduce materials supplying time and to maintain the work cell or line working. This warehouse is supplied by material movers called Runners or Water Spider.
An example of a market in the process is shown in the figure; notice that the manufacturing material is a structure that allows handling the material in an easy and accessible way.
Manufacturing Cell
A manufacturing cell is a set of people, machinery, materials and methods established in order in a production process, generally bigger than a sole machine and smaller than a department.
The most common manufacturing cell used the "U" one, even though there are others.
Some of the benefits we can mention from using manufacturing cells are the following:
- Increases personnel communication
- Reduces cycle time
- Decreases inventory in process (WIP)
- Reduces used areas
Jidoka (Automation)
Jidoka refers to the production equipment ability, included a simple machine to identify malfunction and to avoid flaws. As follows there is an alternate definition: Automation with human touch. ¡Do not create defects!
Sakiichi Toyoda invented this principle in its textile mill, when detecting malfunctioning; the mill would stop automatically, avoiding creation of defects; as a consequence quality and productivity significantly increased.
Benefits of Jidoka:
- Quality production increase
- Waste reduction
- Productivity increase
- Assures deliveries on time
Poka Yoke
Even though, POKA YOKE concept has existed for a long time in different ways, it has been the Japanese Production Engineer Shigeo Shingo who has developed the idea of a fantastic tool to reach “Cero Defects” and eventually to eliminate Quality Control inspections. Shingo applied the term POKA YOKE, translated as "error proofing" o "fail proofing".
The idea behind POKA YOKE is to respect the intelligence of human beings, of workers. Assuming repetitive tasks or actions depending on memory, POKA YOKE could release the time and the mind of a worker so he can dedicate himself to more creative activities to add value to the product and of improvement.
POKA YOKE is a technique to avoid simple human errors at work.
TPM (Total Productive Maintenance)
Total Productive Maintenance (TPM) is a new philosophy in the labor area where the operator performs maintenance operations.
TPM is a change in the operator´s attitude; he is trained to perform autonomous maintenance and to keep his machinery and equipment in optimum function.
When applying TPM the operator performs cleaning operations, routine inspections and lubrication to assure the proper function of his machinery and/or equipment.
Andon
It is a status display station (signboard) placed at the final assembly line, in a high enough position so it could be seen by everybody. It is used by the operators to indicate possible problems or interruptions in the assembly line. It can also be used to give feedback to materials, maintenance and production personnel concerning production needs, problems with equipment, dead time, etc.
Andon can consist in a series of lights in each process or a signboard of the lights that cover the complete production area. Andon in an assembly line will be activated by a pull-cord or button pushed by the operator. Andon for an automated line can be interconnected with the machinery to call the attention when it is needed to supply raw material to a particular station.
If a problem arises, the Andon signboard will light to point to the supervisor that the Workstation is in trouble. A tone is used along with the Andon board to provide an audible sign to help the supervisor understand that there is a problem in his area.
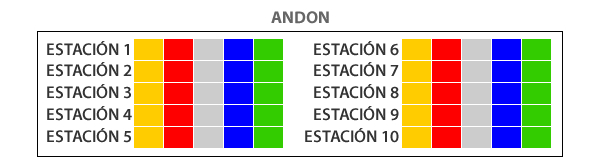

Once the supervisor assesses the situation, he or she can take decisions to correct the problem. Colors used are:
- Red: Broken machine
- Blue: Defective part
- White: End of production lot
- Yellow: Waiting for model change
- Green: Lack of material
- No light: Proper system operation
Teamwork
Benefits from the application of different tools and techniques offered by Lean are not achievable if an important element is not accounted for; teamwork. Whether through Kaizen equipment for solution of temporary problems or thoroughly complying with the process essential aspects, personnel participation and integration in teamwork will contribute to the development of Lean culture in the organization.
Kaizen
Kaizen is in Japan synonym of continuous improvement, is the constant search of better performance levels regarding quality, costs, response times, cycles speed, productivity, safety and flexibility, among others.
Kaizen embraces different tools and quality concepts, waste reduction, elimination of activities that do not add value, etc. All these tools and concepts were developed in Sakiichi Toyoda, Taiichi Ohno, Kaoru Ishikawa, Shigeo Shingo, Mizuno works among others. These contributions were compiled by Masaaki Imai in his book "Kaizen".
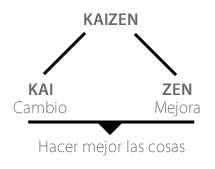
What does Kaizen mean?
Kaizen is a Japanese word; one of its meanings is improvement or change for the best. It also means continuous improvement in personal, family, social and working life.
When applied to the workplace, Kaizen means continuous improvement involving everybody, managers and workers as well. From the strategic point of view, Kaizen is the systematic action in the long term intended for the accumulation of improvements and savings, with the purpose of surpassing the competition regarding quality, productivity, costs and delivery time levels.
Another Kaizen definition states that it is a selection of better ways of doing things or a change in the current methods with the purpose of achieving a goal. Kaizen can also be looked at as an accumulation of little changes in the workplace in order to make it easier, simpler, safer, more economic and better. Kaizen means a constant effort not just to maintain the standards but to improve them, counting on everybody´s effort.
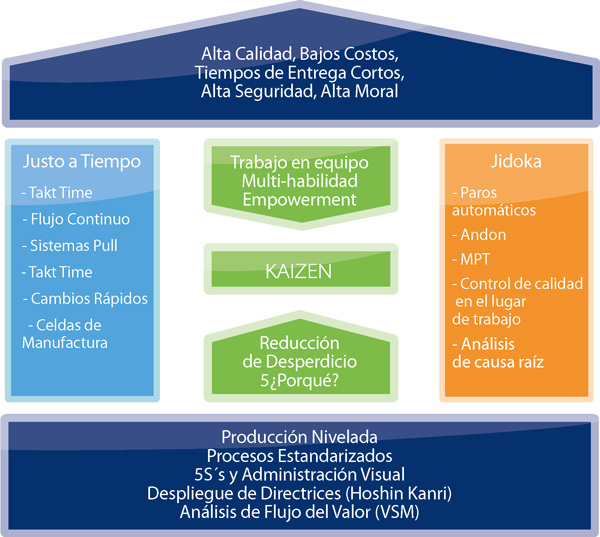
Lean House